
|
Produktdetails:
|
| Grad: | 347H | Breite: | 1000-2000mm |
|---|---|---|---|
| Länge: | 2000-6000mm | Stärke: | 0.5-100mm |
| Oberfläche: | 2B NO.1 | ||
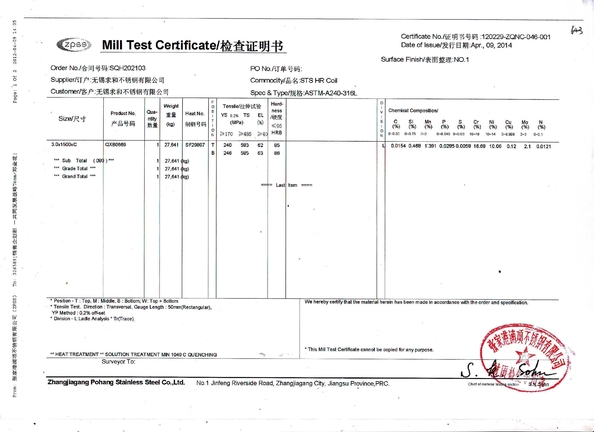
| Markieren: | Präzisionsgrundedelstahlplatte,Edelstahlbleche und Platten |
||
Legierung 347 (UNS S34700) ist Columbium stabilisierte Austenitedelstahlplatte mit guter allgemeiner Korrosionsbeständigkeit und ein wenig besserem Widerstand in den starken Oxydierungsbedingungen als 321 (UNS S32100). Sie hat ausgezeichneten Widerstand zur intergranular Korrosion nach Aussetzung zu den Temperaturen in der Chromkarbid-Niederschlagstrecke 800 – 1500°F (427 – 816°C). Die Legierung hat guten Oxidationswiderstand und -Zeitstandfestigkeit zu 1500°F (816°C). Sie besitzt auch gute Härte der niedrigen Temperatur.
Edelstahlplatte der Legierung 347H (UNS S3409) ist die höhere Version des Kohlenstoffs (0,04 – 0,10) der Legierung. Sie wurde für erhöhte Kriechstromfestigkeit und für hochfesteres bei den Temperaturen über 1000°F entwickelt (537°C). In den meisten Fällen ermöglicht das Kohlenstoffgehalt der Platte Doppelbescheinigung.
Edelstahlplatte der Legierung 347 kann nicht durch Wärmebehandlung, nur durch Kaltverformung verhärtet werden. Sie kann durch Standardwerkstattfertigungspraxis leicht geschweißt werden und verarbeitet werden.
Der Edelstahlplatten-Ausstellungen der Legierung 347 gute allgemeine Korrosionsbeständigkeit, die bis 304 vergleichbar ist. Sie wurde für Gebrauch in der Chromkarbid-Niederschlagstrecke 800 – 1500°F (427 – 816°C) entwickelt, wo nicht stabilisierte Legierungen wie 304 abhängig von intergranular Angriff sind. In dieser Temperaturspanne ist die Gesamtkorrosionsbeständigkeit der Edelstahlplatte der Legierung 347 überlegen, Platte des Edelstahls zu legieren 321. Legierung 347 führt auch ein wenig besseres als legieren 321 in stark Oxydierungsumwelt bis zu 1500°F durch (816°C).
Die Legierung kann in den Stickstofflösungen, die meisten verdünnten organischen Säuren bei den mäßigen Temperaturen und in der reinen Phosphorsäure bei den niedrigeren Temperaturen und in bis 10% verdünnten Lösungen bei erhöhten Temperaturen benutzt werden. Edelstahlplatte der Legierung 347 widersteht der polythionic sauren Spannungskorrosion, die im Kohlenwasserstoffservice knackt. Sie kann in den ätzenden Lösungen der Chlorverbindung oder des Fluorids bei den mäßigen Temperaturen auch frei verwendet werden.
Edelstahlplatte der Legierung 347 bringt nicht in den Chlorverbindungslösungen, sogar in den kleinen Konzentrationen oder in der Schwefelsäure gute Leistung.
Gewicht % (alle Werte sind maximal, es sei denn, dass eine Strecke andernfalls angezeigt wird)
| Element | 347 | 347H |
|---|---|---|
| Chrom | Minute 17,00. - Maximum 19,00. | Minute 17,00. - Maximum 19,00. |
| Nickel | Minute 9,00. - Maximum 13,00. | Minute 9,00. - Maximum 13,00. |
| Kohlenstoff | 0,08 | 0,04 Minute. - 0,10 Maximum. |
| Mangan | 2,00 | 2,00 |
| Phosphor | 0,045 | 0,045 |
| Schwefel | 0,03 | 0,03 |
| Silikon | 0,75 | 0,75 |
| Columbium u. Tantal | 10 x (C + N) Minute. - Maximum 1,00. | 8 x (C + N) Minute. - Maximum 1,00. |
| Eisen | Balance | Balance |
Mittelausdehnungskoeffizient
| Temperaturspanne | |||
|---|---|---|---|
| °F | °C | in-/in°f | cm-/cm°c |
| 68-212 | 20-100 | 9,2 x 10-6 | 16,0 x 10-6 |
| 68-1112 | 20-600 | 10,5 x 10-6 | 18,9 x 10-6 |
| 68-1832 | 20-1000 | 11,4 x 10-6 | 20,5 x 10-6 |
Typische Werte an 68°F (20°C)
| Streckgrenze 0,2% Ausgleich |
Entscheidendes dehnbares Stärke |
Verlängerung in 2 Zoll. |
Härte | ||
|---|---|---|---|---|---|
| P/in (min.) | (MPa) | P/in (min.) | (MPa) | % (min.) | (Maximum) |
| 30.000 | 205 | 75.000 | 515 | 40 | 201 Brinell |
Edelstahlplatte der Legierung 347 kann durch Standardwerkstattfertigungspraxis leicht geschweißt werden und verarbeitet werden.
Die Legierung ist ziemlich duktil und bildet sich leicht.
Das hohe Schwefelgehalt von Legierung 303 hat auch eine schädliche Auswirkung auf heiße Brauchbarkeit. Wenn die heiße Formung noch einmal angefordert wird sollten 304 eine abwechselnde Auswahl gehalten werden.
Die Kaltverformung, die Rate der Platte des Edelstahls 347 verhärten, macht es weniger bearbeitbar als 410 Edelstahl, aber das ähnliche bis 304. Die folgende Tabelle liefert relevante Bearbeitungsdaten.
| Operation | Werkzeug | Schmierung | BEDINGUNGEN | |||||
|---|---|---|---|---|---|---|---|---|
| Tiefe-Millimeter | Tiefe-in | Feed-mm/t | Feed-in/t | Geschwindigkeit-m/Minute | Geschwindigkeit-ft/Minute | |||
| Drehen | Hochgeschwindigkeitsstahl | Schneidöl | 6 | .23 | 0,5 | .019 | 12-16 | 39-52 |
| Drehen | Hochgeschwindigkeitsstahl | Schneidöl | 3 | .11 | 0,4 | .016 | 18-23 | 59-75 |
| Drehen | Hochgeschwindigkeitsstahl | Schneidöl | 1 | .04 | 0,2 | .008 | 23-28 | 75-92 |
| Drehen | Karbid | Trocknen Sie oder Schneidöl | 6 | .23 | 0,5 | .019 | 67-76 | 220-249 |
| Drehen | Karbid | Trocknen Sie oder Schneidöl | 3 | .11 | 0,4 | .016 | 81-90 | 266-295 |
| Drehen | Karbid | Trocknen Sie oder Schneidöl | 1 | .04 | 0,2 | .008 | 99-108 | 325-354 |
| Tiefe von Schnittmillimeter | Tiefe von Schnitt-in | Feed-mm/t | Feed-in/t | Geschwindigkeit-m/Minute | Geschwindigkeit-ft/Minute | |||
| Schnitt | Hochgeschwindigkeitsstahl | Schneidöl | 1,5 | .06 | 0.03-0.05 | .0012-.0020 | 16-21 | 52-69 |
| Schnitt | Hochgeschwindigkeitsstahl | Schneidöl | 3 | .11 | 0.04-0.06 | .0016-.0024 | 17-22 | 56-72 |
| Schnitt | Hochgeschwindigkeitsstahl | Schneidöl | 6 | .23 | 0.05-0.07 | .0020-.0027 | 18-23 | 59-75 |
| Bohrgerät ø Millimeter | Bohrgerät ø herein | Feed-mm/t | Feed-in/t | Geschwindigkeit-m/Minute | Geschwindigkeit-ft/Minute | |||
| Bohrung | Hochgeschwindigkeitsstahl | Schneidöl | 1,5 | .06 | 0.02-0.03 | .0007-.0012 | 9-13 | 29-42 |
| Bohrung | Hochgeschwindigkeitsstahl | Schneidöl | 3 | .11 | 0.05-0.06 | .0020-.0024 | 11-15 | 36-49 |
| Bohrung | Hochgeschwindigkeitsstahl | Schneidöl | 6 | .23 | 0.08-0.09 | .0031-.0035 | 11-15 | 36-49 |
| Bohrung | Hochgeschwindigkeitsstahl | Schneidöl | 12 | .48 | 0.09-0.10 | .0035-.0039 | 11-15 | 36-49 |
| Feed-mm/t | Feed-in/t | Geschwindigkeit-m/Minute | Geschwindigkeit-ft/Minute | |||||
| Prägeprofilieren | Hochgeschwindigkeitsstahl | Schneidöl | 0.05-0.10 | .002-.004 | 11-21 | 36-69 | ||
Edelstahlplatte der Legierung 347 kann durch die meisten Standardverfahren bereitwillig geschweißt werden. Eine Postenschweißungswärmebehandlung ist nicht notwendig.
![]()
![]()
![]()
Ansprechpartner: Mr. Gao Ben
Telefon: +86-18068357371
Faxen: 86-0510-88680060





