|
Produktdetails:
|
| Bedingung: | Wärmebehandlung | Stahlsorte: | Legierter Stahl |
|---|---|---|---|
| Legierung oder nicht: | Ist Legierung | Technik: | Warm gewalzt, geschmiedet, kaltbezogen |
| Anwendung: | Baustahl-Stange, Werkzeugstahl-Stange, Chemikalie | Standard: | ASTM, LÄRM, AISI, JIS |
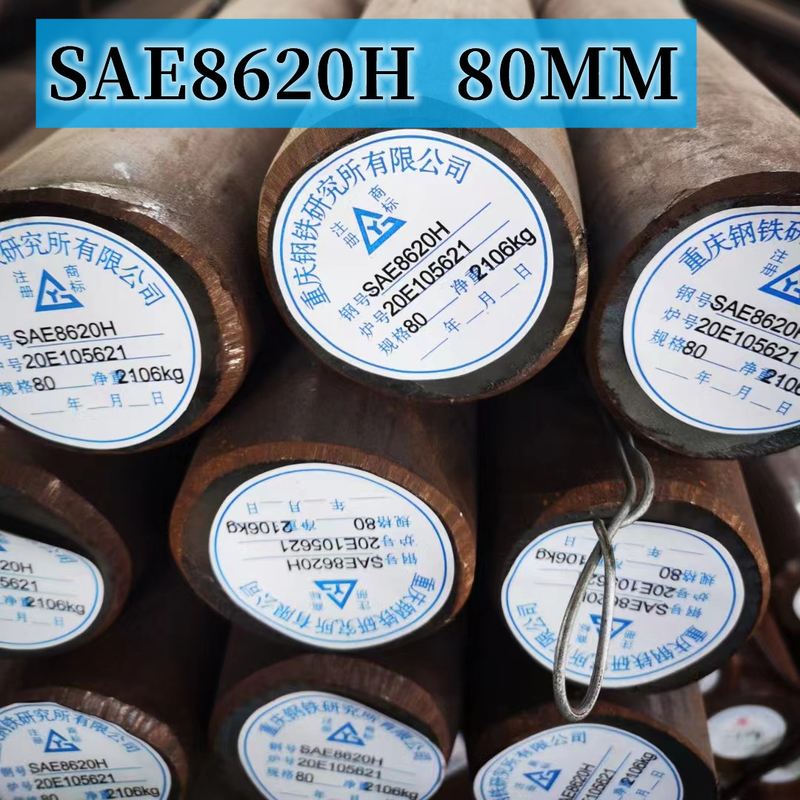
| Form: | Runde | Oberflächenbehandlung: | Schwarz/Schale/Polnisch/maschinell bearbeitet |
| Durchmesser: | 12mm-650mm | Maße: | 5-900MM |
| Wärmebehandlung: | Normalisiert + geglüht + abgeschreckt + angelassen |
SAE 8620 wird als kohlenstoffarmer legierter Stahl, der 0,5% Cr hat, 0,2% MO und 0,5% Ni als Verstärkung von Legierungselementen definiert. Es wird im Allgemeinen als getemperte Zustand mit Härte HB255max geliefert.
SAE 8620 hat gutes haltbares mit Fallhärte HRC 60-63, wenn es karburiert wird, verhärtet wird und gemildert wird. Verglichen mit Graden 8615 und 8617, zeigt es gute Kernstärke- und -härteeigenschaften mit einer typischen Dehnfestigkeitsstrecke MPa 700-1100, in kleinem zu mittelgroßen Abschnitten.
SAE 8620 wird für Anwendungen entsprochen, die eine Kombination von Härte und von Verschleißfestigkeit erfordern. es ist in der Technik und in den automitive Industrien für toolholders und andere solche Komponenten allgemein verwendet.
Typische Anwendung: Lauben, Zahntriebe, Büsche, Nockenwellen, Hauptpersonen, Ratschen, Gänge, Keilwellen etc.
| Versorgungs-Form | Größe (Millimeter) | Prozess | Toleranz | |
| Runde | Φ6-Φ100 | Kaltbezogen | Hell/schwarz | Bestes H11 |
| Φ16-Φ350 | Warm gewalzt | Schwarz | -0/+1mm | |
| Abgezogen/Boden | Bestes H11 | |||
| Φ90-Φ1000 | Heißes geschmiedet | Schwarz | -0/+5mm | |
| Raues gedreht | -0/+3mm | |||
| Flach/Quadrat/Block | Stärke: 120-800 | Heißes geschmiedet | Schwarz | -0/+8mm |
| Breite: 120-1500 | Raues maschinell bearbeitet | -0/+3mm | ||
Anmerkung: Toleranz kann gemäß der Anträge besonders angefertigt werden
| GRAD | C | Si | Mangan | P | S | Cr | MO | Ni |
| 8620 | 0.18-0.23 | 0.15-0.35 | 0.70-0.90 | ≤ 0,035 | ≤ 0,040 | 0.40-0.60 | 0.15-0.25 | 0.40-0.70 |
| Dichte g/cm3 | 7,85 |
| Schmelzpunkt-Grad F | 2600 |
| Poissons Verhältnis | 0.27-0.30 |
| Verarbeitungsfähigkeit (AISI 1212 als Verarbeitungsfähigkeit 100%) | 65% |
| Thermische Expansion (ºC 20) (ºC ˉ ¹) | 12.2*10^-6 |
| Spezifische Wärmekapazität J (kg*K) | 477 |
| Wärmeleitfähigkeit mit (m*K) | 46,6 |
| Elektrische Widerstandskraft Ohm*m | 2.34*10^-7 |
Typische mechanische Eigenschaften für den karburierten Kern – und Öl löschte bei °C 840
| Abschnitt-Größe | 11mm | 30mm | 63mm |
| Dehnfestigkeit Mpa | 980-1270 | 780-1080 | 690-930 |
| Streckgrenze Mpa | ≥785 | ≥590 | ≥490 |
| Verlängerung % | ≥9 | ≥10 | ≥11 |
| Charpy-Auswirkung J | ≥41 | ≥41 | ≥41 |
| Härte HB | 290-375 | 235-320 | 205-275 |
| Härte HRC | 31-41 | 23-35 | 16-29 |
| Abstand von gelöschtem Ende Millimeter | 1,5 | 3 | 5 | 7 | 9 | 11 | 13 | 15 | 20 | 25 | 30 | 35 | 40 |
| HRC-Minute | 41 | 37 | 31 | 25 | 21 | – | – | – | – | – | – | – | – |
| HRC maximal | 48 | 47 | 43 | 39 | 35 | 32 | 30 | 29 | 26 | 24 | 23 | 23 | 23 |
Härtewerte unter 20HRC wird nicht spezifiziert.
Das Schmieden von Temperatur sollte zwischen 925℃-1230℃ durchgeführt werden, hat AISI 8620 kohlenstoffarmen Inhalt, der gegen das Knacken als die mittleren oder hohen Kohlenstoffstähle weniger anfällig ist, also er wird schnell erhitzt werden und abgekühlt möglicherweise. Haltedauer bei schmiedender Temperatur sollte so kurz sein, wie möglich, schwere Skalierung und übermäßiges Kornwachstum zu vermeiden. Das niedriger die Schmiedenendtemperatur, das feiner die Korngröße. Schmieden Sie nicht unter minimaler schmiedender Legierung der Temperatur 850°C.This sollte in Sand abgekühlt werden.
Die Normalisierung wird verwendet, um die Struktur von Schmieden weiter zu entwickeln, die möglicherweise nicht--einheitlich abgekühlt, nach geschmiedet worden, und vor der Fallverhärtung angesehen als eine Konditionierungsbehandlung. Die Normalisierung der Temperatur für Stahl AISI 8620 sollte zwischen 900℃-925℃ durchgeführt werden. halten passenden Zeitpunkt, damit der Stahl gänzlich erhitzt ist, das Ferrit zur Austenitumwandlung abzuschließen. Kühlen Sie in noch einer Luft ab. Diese Behandlung wird eine andere Methode des Verbesserns von Verarbeitungsfähigkeit gehalten.
, vor der maschinellen Bearbeitung, volles Ausglühen wird für AISI 8620 empfohlen, AISI 8620, sollte getragenes unser an einer Nenntemperatur von 820℃-850℃ sein, hält passenden Zeitpunkt, damit der Stahl gänzlich erhitzt werden kann, dann Ofenabkühlen.
Nach Kernraffinierung erhitzen Sie die Temperatur bis 780OC – 820OC, halten Sie passenden Zeitpunkt, damit der Stahl gänzlich erhitzt werden kann, und löschen Sie im Öl. Mildern Sie so bald wie möglich, nach gelöscht.
Mildernd wird normalerweise durchgeführt, um Drücke vom Verhärtungsprozeß, es zu entlasten verbessert die Härte des Falles und des Kernes, mit nur einer wenig Reduzierung in der Kernstärke und in der Fallhärte. Erhitzen Sie den Stahl AISI 8620 bis 150OC – 200OC wie erforderlich, halten Sie genügend Zeit bis Temperatur ist einheitlich während des Abschnitts, tränkt 1 – 2 Stunden lang pro 25 Millimeter des Abschnitts, und kühl in der ruhigen Luft.
Satz, Salz oder Gas karburieren bei der Temperatur 900OC – 925OC und halten genügend Zeit, die erforderliche Falltiefe und -Kohlenstoffgehalt zu erhalten, gefolgt von einem passenden Vergütenzyklus, um Fall- und Kerneigenschaften zu optimieren.
SAE 8620 MTC-Bericht
Tuv-Prüfbericht
![]()
![]()
Ansprechpartner: Mr. Gao Ben
Telefon: +86-18068357371
Faxen: 86-0510-88680060